簡介
一切高精度光學合象讀數系統,都離不開合象稜鏡。它的作用是通過 二組倍率嚴格相等的物鏡,將度盤對徑部分刻線的影像聚合在一起。即成像在讀數系統的同一視場內,以便於讀數系統實現測量。
合象稜鏡的加工特點
合象稜鏡的型式雖有多種,特色各異,但有一個共同的特點,即都有一條極平道、整齊的合象線。
這條線的加工質量決定著儀器的瞄準誤差和像質。因此,在採用合象讀數方法製成的儀器中,合象稜鏡的合象線的加工質量歷來是關鍵的工藝。
合象稜鏡的技術要求
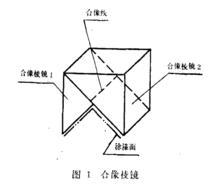 圖1
圖1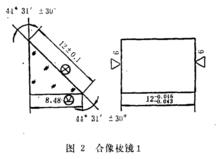 圖2
圖2在合象稜鏡上,合象線兩側的度盤刻線像對於讀數系統來說是新物。讀數系統對這新物進行讀數測量。 因此,合象稜鏡是光路中的成像面,類同度盤及分劃板,對它的要求高。精密光學分度頭用的合象稜鏡見圖1,它是 由二塊稜鏡膠合而成的。它的長度、厚度和高度都是12毫米。非膠合面的兩個銳角均為44°31′ ± 30“。要求合象線( 即鍍鋁面邊綠)在
 圖3
圖3膠合面內1毫米處 。圖中“ 一 ·一” 所示的表面塗保護漆。其餘三面均鍍氟化鎂增透膜。合象稜鏡1 見圖 2,合象稜鏡2見圖3。
合象稜鏡2 的斜面耍求鍍鋁和一氧化矽,反射率不低於85%。鍍鋁面的長 度為8.7 毫米。鍍鋁面的邊緣( 即合像線)平道、整齊,用50倍顯微鏡觀察,邊緣不得有毛刺、凹凸及發虛等缺陷。鍍鋁面不得有劃傷、漏光等現象,鍍鋁面邊緣與 AB棱的不平行度不大於0.05毫米 。
合像稜鏡的加工
合象稜鏡的角度加工與一般稜鏡相同。即用標準角度樣塊固定稜鏡進行粗磨,保證角度44°31′ 和45°29′的公差在± 1 ′ 之內。再用標準角度樣塊光膠靠模加工,精磨及拋光,確保角度公差在± 30“範圍之內。合象稜鏡加工 到上述技術要求後,就是鍍膜 。
合象稜鏡的選料
影響光學零件像質的基本因素是光學玻璃材料本身質量和表面加工的質量。材料本身的均勻性、雙折射、條紋和氣泡等都能直接引起透過光束結構的變化,從而使像質變壞。因此,加工前對所使用的材料要進 行仔細地檢查,選用光學性能較好的材料,以消除或減少由於材料本身的疵病所帶來的影響 。
合象稜鏡的粗磨
粗磨的過程和一般稜鏡類似,只是在下料時進刀應慢 一些。上盤的過程中加熱要緩慢,以保證受熱均勻,從 而減少應力變形 。
合象稜鏡的精磨與拋光
這 兩道工序是整個部件像質好壞的關鍵工序。如果單個零件像質不好,一般是組合不出合格的部件來的。加工中,上盤採用點膠 ,以減少光圈變形。先拋光折射面,最後拋反射面,以防止反射面在幾次上下盤和加工中產生變形。同時每一面下盤前應特別注意,工具機轉速要慢,拋光液要稀。檢驗時要多停放一段時間,待光圈確實穩定時才能下盤 。
合象稜鏡的檢驗
在具有長焦距平行光管和前置鏡的光具座上進行星點和焦距的檢驗。檢驗前,零件應在檢驗室放置兩小時以 , 以求得溫度的平衡。更不能用手直接接觸零件,以防止光圈的變化 。
合象稜鏡的配對
配對是組成這種部件具有良好星點和長焦距的一個重要步驟。 由於很多因素的影響,合格的零件並不一定能組成合格的產品。配對時選擇焦距符號不同的零件,而且配對後的組合焦距要遠遠大於最後要求的數字 。
合象稜鏡的膠合
膠合是關係到稜鏡組像質好壞的最後一道工序。這裡主要有兩個問題:一是有析光膜的面非常容易脫膠,二是像質難於保證。
脫膠的主要原因是:
(1)多層析光膜牢固度差,膠層收縮時往往會被拉裂,形成條紋狀脫膠。
(2)膜層不牢,不易擦 淨,小灰塵附近往往有小氣泡不易排 出,而且灰塵和多層膜中常有氣體存在,聚合 時放 出,使 膠泡增多、加 大 。
像質變化的主要原因是:
(1)稜鏡各處厚度不同 ,在膠層收縮時薄的一邊 (靠近45’角的一邊)容易變形;
(2) 塗膠不勻,擠膠時用力不均,因而膠層厚薄不一,收縮後引起光圈的變形
(3)聚合過 程中校對角度時,如果用力硬掰會產生變形和應力。
由此可見,必須選擇性能良好、收縮率小的膠,並掌握合理的膠合工藝 。
