
正文
化學銑切工藝過程是:將金屬零件清洗除油,在表面上塗覆能夠抵抗腐蝕溶液作用的可剝性保護塗料,經室溫或高溫固化後進行刻形。將塗覆於需要銑切加工部位的保護塗料剝去,然後把零件浸入腐蝕溶液中,對裸露的表面進行腐蝕加工。加工深度、速率和表面質量靠調整腐蝕溶液的成分、濃度、工作溫度和零件浸沒的時間來控制。單向腐蝕加工速率約為 30微米/分。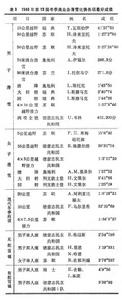 化學銑切
化學銑切這種工藝的局限性是:化學銑切出來的筋條根部總有一個半徑與腐蝕加工深度大體相當的圓角,增加了零件的廢重;腐蝕溶液在向深度腐蝕的同時還要向側面腐蝕,因此只能加工寬度大於兩倍深度的溝槽。此外,化學銑切往往會在腐蝕加工面上再現或擴大坯料表面原有的劃痕、凹坑等缺陷。當腐蝕加工深度到達鑄件或焊縫的內部缺陷時,也會把這些缺陷保留在加工表面。
套用化學銑切工藝可以加工鋁、鎂、鈦、鎳、銅、鋼鐵等多種金屬和合金。對於不同的金屬需要使用不同的腐蝕溶液和保護塗料。對於鋁合金多採用以氫氧化鈉為主要組分的鹼性腐蝕溶液,對於鋼、鈦合金等多採用含有硫酸、硝酸、鹽酸、氫氟酸、磷酸等多種混合酸組成的酸性腐蝕溶液。可剝性保護塗料多用氯丁橡膠、丁基橡膠、丁苯橡膠、聚丙烯腈、聚氯乙烯等材料配製。
參考書目
哈里斯著,王鋆、朱永昌譯:《化學銑切》,國防工業出版社,北京,1983。(William T. Harris,Chemical Milling,Clarendon Press,Oxford,1976.)
