
設備簡介
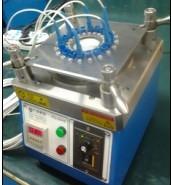
光纖研磨機 fiber optic polishing machine
光纖研磨機是一款專門用來研磨光纖產品的研磨設備,在光纖行業被廣泛套用。
用途
光纖研磨機主要用來加工光纖產品的光纖端面,如光纖跳線,尾纖,能量光纖,塑膠光纖,器件的預埋短插芯等等。其在光通信行業套用非常廣泛,常用的方式是幾台光纖研磨機和固化爐 端檢儀 壓接機 測試儀等設備工具共同組成一條或多條生產線,用來生產光纖跳線,尾纖,預埋短插芯等無源器件。
工作原理
 光纖研磨機
光纖研磨機根據加壓方式的不同,光纖研磨機一般分為兩大類:一類是 中心加壓光纖研磨機;另一類是 四角加壓光纖研磨機。中心加壓研磨機是通過研磨夾具中心位置傳導壓力、通過調節重錘位置改變研磨壓力的一種研磨機器,這種機器比較早期產品代表就是精工電子的OFL-12,這種控制方法的精度不夠,一般只用於低端產品的研磨,中心加壓研磨機常用夾具都是12個頭,也就是說可以同時研磨12個光纖頭,效率相對較四角加壓的要低點。四角加壓光纖研磨機是通過研磨夾具的四個角來施加壓力、需要通過調節四個柱子的彈簧壓力來實現,這種機器早期產品代表是精工技研的SFP-550,現在各種類似機型也是很多,過去近10年高端市場由精工技研把持,中低斷市場由各中小型生產廠家分割。四角加壓研磨機夾具一般都有20個頭,生產效率較中心加壓機型要高。從區域分布來看,光纖研磨機在華中地區、華南地區過去主要是採用中心加壓研磨機,近幾年普通產品已切換為四角加壓,華東主要採用四角加壓研磨機,其他地區光通信相對落後,未做統計。
操作方法
中心加壓光纖研磨機和四角加壓光纖研磨機尤其其加壓方式不同,從而操作方面和研磨工藝方面都有很大區別。操作方法可以具體參考暢翔光科技裡面的技術資料,研磨工藝方面,常用的研磨工藝都是9u 3u 1u然後拋光(現在也有較多廠家採用9u 1u 然後拋光模式)具體研磨時間和壓力大小,由於各公司根據自身產品特點會定製符合自身條件的工藝,一般來講都是略有區別的。需要詳細的研磨工藝,可以根據自身公司情況(包括對產品質量要求、用的研磨耗材品牌等)直接聯繫廠家,如暢翔光科技。
維護和保養
一般來講光纖研磨機都是質保一年。保修期內有任何質量問題都可以直接和廠家交涉,保修期外就需要收取維修費用等。光纖研磨機的日常維護也是非常有必要的,比如每天清理研磨機周邊贓物、定期為研磨機更好潤滑油(一般80~200小時)、日常注意對機器夾具的保養。 註:半年需對機子進行大幅度保養,當然如果自己公司工程有能力的話。
使用工藝
用日本(mipox)研磨紙配合RQ-20HZ四角加壓光纖研磨機
第一台設備 30U去膠:
把割好纖的光纜按照20個頭一把掛在固定的掛鈎上,掛鈎的距離跟工作人員在桌面上裝夾具操作的距離剛好。這樣的話工作人員操作就更方便,也減少弄斷纖芯的可能。裝夾具的操作方法是:首先左手拿著夾具,右手把插芯插到夾具的插芯孔里去,再用卡插芯尾柄卡頭卡住插芯的尾柄固定插芯不動,按這樣的方法依次把其他的插芯裝到夾具里去。接下來我們要對裝好夾具的插芯去膠。首先我們把70度的膠墊放在研磨盤上,清潔後放上30u的研磨紙,確定研磨紙在膠墊上不會移動後把裝好插芯的夾具放到四角加壓的研磨機RQ-20HZ上把四個角卡到夾具上固定不動,(這也是給我們的研磨夾具加了壓力)對插芯進行去膠。30u去膠的方法是:研磨時間是30秒,把插芯頂上的黃膠研磨掉了就可以了,研磨的方法是乾磨(也就是不要放如何的水和研磨液是研磨紙上。然後進行9u,1u,拋光,研磨。
第二台設備: 9U 粗磨
(1)。9u研磨紙的時間(前30盤)在45秒,膠墊是用80度的膠墊。30盤以後時間加長到50秒。端面檢測若有多數插芯端面有大塊的膠塊(也就是有大塊的黑點的話)的話則要重新磨一遍了,若是小的黑膠塊就是正常的。方法是:首先把9u的研磨紙放到研磨機的膠墊上然後在研磨紙上均勻的噴上水,在研磨機上調好要研磨的時間,把插芯去好膠的夾具放到研磨機上把四個角的壓力放上研磨就可以了。
第三台設備: 1U 細磨
(2)。1u研磨紙的時間(前30盤)在45秒,膠墊是用80度的膠墊。30盤以後時間加長到50秒。端面檢測若有多數插芯端面有小塊的膠塊(也就是有小塊的黑點的話)的話則要重新磨一遍了,若是均勻的劃痕的話就是正常。方法是:首先把1u的研磨紙放到研磨機的膠墊上然後在研磨紙上均勻的噴上水,在研磨機上調好要研磨的時間,把磨好9u的插芯夾具放到研磨機上把四個角的壓力放上研磨就可以了。
第四台設備: ADS 拋光
 光纖研磨機工作結構
光纖研磨機工作結構(3)。Ads的研磨紙的時間(前30盤)在30秒,膠墊是用70度。30盤以後時間加長到40秒。端面檢測表面光潔、無膠點無劃痕就是好的。若有1-2條輕微的劃痕而且是在纖芯的邊沿也算是好的,若有多數劃痕比較明顯就要重新磨一次了。方法是:首先把ads的研磨紙放到研磨機的膠墊上然後在研磨紙上均勻的噴上水,在研磨機上調好要研磨的時間,把磨好1u的插芯夾具放到研磨機上把四個角的壓力放上研磨就可以了。
狀況處理
使用端面檢測儀進行檢查
(1)。大的黑斑點可能是去膠沒去好。小的黑斑點是有可能是去膠沒去好,有可能是9u沒磨好要加點時間就可以了,具體自己多去磨,多去觀察,因為影響研磨的因素很多,需要我們做研磨的工作人員多去思考。
(2)。大白點是9u沒有磨好。
(3)。小白點是1u沒有磨好。
(4)。大劃痕(1.9u或是1u沒磨好,2.時間不夠,3.膠墊或是研磨紙不乾淨)
(5)。小劃痕大都是ADS拋光有問題(1.ADS表面不乾淨,時間短了。)
四.(1)。一般9u磨出來的狀況是(中間發白,沒有黑點,沒有很大的劃痕,劃痕均勻。)
(2)。一般1u磨出來的狀況是(小的 均勻的網狀劃痕)
