伺服技術是近幾年成形設備領域的一個熱點,通過伺服技術可以有效的節能、提高生產率、產品精度及模具壽命。目前,伺服技術已經在衝壓壓力機上獲得了普遍套用,在鍛造壓力機上也已經開始成功套用。而早在2010年,世界上第一台伺服直驅多工位冷鐓機就已經在德國舒勒公司誕生並在一家德國知名企業投入生產。
 德國舒勒製造的世界第一台全伺服多工位冷鐓機
德國舒勒製造的世界第一台全伺服多工位冷鐓機 目前伺服技術在多工位冷鐓機上的套用主要在三個部位:
1、 餵料系統;
2、 夾鉗傳送系統;
3、 滑塊系統。
1、線性餵料系統
採用伺服電機技術的線性餵料系統已經逐步取代了傳統的輥式等餵料方式。由於採取了伺服電機,餵料長度可以精密控制,精確度可以達到微米級。而採用的夾鉗夾持方式也極具優勢,以往傳統餵料方式輥子同線材表面接觸為點狀,容易損傷線材表面,而夾鉗與線材表面接觸面為線性接觸,避免了表面損傷的同時更保證了餵料精度。
2、伺服夾鉗傳送系統
隨著設備每分鐘行程頻次的提高,對傳送系統的速度和精度也提出了更高的要求。傳送系統的速度應同滑塊的速度相匹配,防止出現過速或錯送現象的發生。伺服電機的可靠性及可控性完美地解決了這一問題。傳送夾鉗通過伺服電機驅動,可以根據滑塊速度及整個鐓鍛工藝進行編程控制,實現最完美的匹配。
3、滑塊伺服直驅系統
全伺服多工位冷鐓機同半伺服多工位冷鐓機的主要區別就是滑塊伺服直驅技術,代表著伺服技術目前在壓力機上的最高套用水平,也切實體現了伺服技術的套用效果。
3.1簡化結構,降低能耗
傳統的滑塊驅動系統由電機、飛輪、離合和制動系統、曲軸、連桿組成,由電機帶動飛輪,通過離合和制動系統驅動曲軸連桿帶動滑塊運動。
滑塊的伺服直驅系統則省掉了飛輪和離合系統,直接由伺服電機驅動曲軸連桿帶動滑塊運動。從而簡化了機械結構,同時還避免了複雜機械結構所帶來的能耗,從整體上節能降耗。
3.2滑塊運動軌跡隨意可控
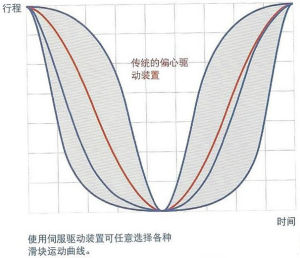 伺服直驅技術同傳統驅動的滑塊曲線對比
伺服直驅技術同傳統驅動的滑塊曲線對比 全伺服多工位冷鐓機可以通過伺服直驅系統對滑塊的運動軌跡進行編程,同伺服餵料系統、伺服傳送系統進行無間的匹配,從而達到提高模具壽命、提高產品精度及生產率的最佳效果,並可生產鈦合金、高強度合金等難成形材料及複雜成形零件。由於省掉了飛輪和離合/制動組合,避免了飛輪到滑塊傳遞能量時的衝擊,整個鍛造過程非常平穩。
3.3無與倫比的模具設定優勢
由於伺服技術的特性,全伺服壓力機在調整模式下可以隨時以全負荷狀態運行,也就是說無論滑塊的速度多大,都可以隨時實現全負荷運動。這樣就可以在明顯降低速度的情況下準確觀察送料機構的運行情況。另外,由於伺服電機可以隨時轉動及反轉,因此在調整模具時,滑塊及沖頭可以向著凹模中的工件以任意速度移動,在沖頭接觸到工件前隨時回程,這在傳統壓力機上或半伺服壓力機上是完全不可能的。這種特點對模具的調整和設定具有無與倫比的優勢,也極大的縮短了新產品的調試時間。
伺服技術在衝壓壓力機上的套用為客戶帶來了巨大的競爭優勢,即使這樣,伺服壓力機的很多潛能仍有待挖掘。同樣,伺服技術在多工位冷鐓機上也體現了明顯的優勢——高生產率、高柔性、精確控制。伺服技術在多工位冷鐓機上的套用正在逐步發展,相信隨著不斷的運行實踐,該套用會愈發成熟,切實為客戶打造強大的核心競爭力。
