
概述
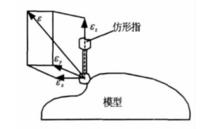
在機械加工特別是模具製造、汽車和航空航天工業常遇到的複雜表面加工過程中, 常用實物模型代替工程圖紙決定工件的幾何形狀尺寸, 如轎車車身複雜表面的三維幾何造型設計常常通過實物模型來表達。仿形加工就是以實物模型為樣件, 在仿形工具機上複製出形狀尺寸相同的工件。隨著計算機數控技術的發展, 20 世紀70 年代以來出現了將數控技術和仿形加工技術相結合的新型數控仿形工具機, 它在計算機數控的基礎上採用三維仿形儀的反饋數據來實現數控工具機的插補運動。和其它形式的仿形加工方式相比, 數控仿形加工具有精度高、功能齊全、使用靈活、控制系統緊湊可靠、體積小及噪聲低等特點, 它是模具和複雜曲面加工的重要方式之一。對數控仿形加工而言, 由於仿形指的變形, 在進行複雜曲面仿形加工中易產生的過切和顫震。
仿形加工是一門古老的技術,它是指人們用易於造型的材料( 諸如木質、易熔合金、石膏、塑膠等) 做出一個模型,再在仿形加工工具機上加工出儘可能與模型一樣的零件。事實上,無論是純機械仿形、機械液壓仿形,還是後來的電液仿形,其走刀速度一般很難高於0.5m/min,加工出的零件尺寸精度和表面狀況也都很不理想,需要較大的手工整修工作量。50年代, 數控工具機開始出現,由於其不再需要模型和仿形儀(Tracer ),加上坐標驅動技術的改進,使得仿形加工工具機黯然失色,特別是計算機數字控制技術(CNC)的發展,提高了加工速度和加工準確度,在平面類零件的加工中,兒乎完全取代仿形加工 。
但是, 曲面特別是複雜的雕塑曲面的加工仍有很多困難,於是人們開始利用70年代發展起來的計算機技術從兩個方面努力開拓:方面是計算機輔助設計/ 輔助製造技術(CAD / CAM ),另一方面是計算機仿形控制技術(CTC) 。
仿形控制原理及算法
 仿形控制
仿形控制仿形加工的控制算法與數控工具機的插補算法有較大區別。數控仿形加工控制算法是根據測量數據實現數控系統的各軸速度控制, 使得系統沿著位置曲面運動。數控仿形工具機的仿形儀可以看成一個觸覺感測器。在仿形過程中,仿形指和實物模型相接觸, 在接觸點反力的作用下仿形指產生空間偏移, 偏移量和作用力的大小成正比計算機通過對仿形儀在三個坐標上偏移分量的檢測, 獲得接觸點處表面法線的信息, 通過一定的控制算法, 控制工具機運動, 在保持仿形儀空間偏移量不變的前提下使其不斷沿實物模型接觸點處切線方向運動來完成工件的加工, 這就是數控仿形運動的控制過程。仿形控制是根據給定的實物模型, 利用仿形儀作檢測和反饋元件, 控制工具機沿模型表面作掃描運動。仿形控制過程中不進行位置控制, 而是根據仿形指在三個方向的偏移量以及給定的仿形速度參數進行計算, 直接得出每個坐標的速度命令去控制伺服電機運動。
 仿形控制
仿形控制 仿形控制
仿形控制 仿形控制
仿形控制在仿形控制過程中, 計算機檢測仿形儀內設的三個位移感測器在X、Y、Z 坐標軸上的偏移分量 、 、 , 從而得到仿形指的空間偏移量ε。
 仿形控制
仿形控制 仿形控制 仿形控制 仿形控制 仿形控制 仿形控制
仿形控制 仿形控制 仿形控制 仿形控制 仿形控制若接觸點處的偏移量 、 、 已知, 則空間偏移量ε和接觸點處的法線方向可求, 進而可求其切線方向, 因此即可確定仿形運動的速度方向。在進行仿形運動控制時,還需先確定一個仿形儀的基準變形量 , 該值的大小由仿形儀的特性來確定。如果該值太大, 不但會造成仿形指和實物模型間的接觸作用力過大而使實物模型損傷, 同時也會使局部區域的仿形加工精度降低; 如果該值太小而仿形速度過快時, 則容易造成仿形指和實物模型不能保持接觸而導致仿形加工不能正常進行, 甚至會造成仿形控制系統的振盪。仿形控制的控制目標, 就是在控制工具機的坐標運動過程中始終保持仿形指和實物模型相接觸, 且使仿形指的空間偏移量基本維持在附近。仿形指的實際空間偏移量ε 的誤差為:
 仿形控制
仿形控制 仿形控制
仿形控制 仿形控制
仿形控制 仿形控制 仿形控制 仿形控制 仿形控制 仿形控制
仿形控制 仿形控制 仿形控制 仿形控制 仿形控制如右圖所示是仿形控制過程的速度矢量圖, 為保持仿形指和實物模型相接觸而給仿形儀施加的在接觸點的法向速度。 為保持仿形指和實物模型相對運動完成仿形儀對實物模型的掃描而給仿形儀施加的在接觸點的切向速度。V 為和的合成速度, 也是仿形儀實物模型的掃描速度, 同時它也是工具機仿形加工的實際進給速度。和的計算式分別為:
 仿形控制
仿形控制 仿形控制
仿形控制 仿形控制
仿形控制 仿形控制
仿形控制 仿形控制
仿形控制式中和分別為法向速度和切向速度的增益,是數控仿形系統預先設定的指令仿形速度。
數字仿行控制
數字仿形控制( Numerical Tracer Control,簡稱NTC)按照其數控插補出來的軌跡的不同可劃分為直線NTC、圓弧NTC和其它曲線NTC。本文所介紹的數字仿形包括直線NTC和圓弧NTC兩大類。因為從控制原理上看兩者的區別僅在於:一個進行直線插補,另一個進行圓弧插補,而基本的仿形原理是相同的,所以在此就把兩者統一起來,以直線數字仿形控制為例論述它們的仿形原理。數字仿形就是在三維空間中任意兩維所形成的平面內按數字控制的方式走出任意角度直線、圓弧乃至任意曲線,而在另一維方向上按隨動控制的方式進行調節,使得仿形儀的合成壓偏量儘量保持在事先規定好的固定數值上 。
主要特點
1 .仿形的準確度已大大提高,誤差可望控制在士0.03mm以內,仿形加工速度提高到2m/min以上,仿形掃描速度已達10m/min以上。
2.仿形和加工可分開進行,先用仿形儀對模型表面進行掃描,記錄坐標數據,生成執行檔(Executable File)。此檔案就是零件加工程式,也叫數位化檔案。然後用CNC功能執行此數位化檔案,加工零件。這種掃描、記錄並生成執行檔的功能被稱為仿形一數位化或間接仿形或延遲仿形。
3.記錄坐標數據時,仿形儀觸指(Stylus) 的偏傾(Deflection) 值能被自動補償,被記錄點的密度能根據模型表面曲率自動調整。
4. 仿形數位化功能還能記錄模型表面的法向矢量,使得CNC功能中的空間刀補(G43,G44 ) 成為可能。
