 休哈特控制圖又稱為管制圖
休哈特控制圖又稱為管制圖控制圖又稱為管制圖。由美國的貝爾電話實驗所的休哈特(W.A.Shewhart)博士在1924年首先提出管制圖使用後,管制圖就一直成為科學管理的一個重要工具,特別在質量管理方面成了一個不可或缺的管理工具。
簡介
它是一種有控制界限的圖,用來區分引起質量波動的原因是偶然的還是系統的,可以提供系統原因存在的信息,從而判斷生產過程是否處於受控狀態。控制圖按其用途可分為兩類,一類是供分析用的控制圖,用控制圖分析生產過程中有關質量特性值的變化情況,看工序是否處於穩定受控狀;再一類是供管理用的控制圖,主要用於發現生產過程是否出現了異常情況,以預防產生不合格品。
控制圖畫在平面直角坐標系中,橫坐標表示檢測時間,縱坐標表示測得的目標特徵值。按控制對象(目標特徵值)的變化情況,控制圖又分為兩種:一種是穩值控制圖,一種是變值控制圖。
1、穩值控制圖。穩值控制圖一般用於對產品質量或目標值恆定不變的目標實施狀態進行控制,如下圖所示,圖中中心線表示計畫目標值,虛線表示控制上下限。
 穩值控制圖
穩值控制圖2、變值控制圖。變值控制圖用於對目標值隨時間變化的目標實施狀態進行控制。從計畫線與實際線的對比,可看出目標實施狀態,對於超出計畫線的情況,查清超出的原因,採取措施,將其控制在計畫線以下。
原理
控制圖是對過程質量加以測定、記錄從而進行控制的一種科學方法。圖上有中心線、上只存在偶然波動時,產品質量將形成某種典型分布。例如,在車制螺絲的例子中形成常態分配。如果除去偶然波動外還有異常波動,則產品質量的分布必將偏離原來的典型分布。因此,根據典型分布是否偏離就能判斷異常因素是否發生,而典型分布的偏離可由控制圖檢出。在上述車制螺絲的例子中,由於發生了車刀磨損的異常因素,螺絲直徑的分布偏離了原來的常態分配而向上移動,於是點子超出上控制界的機率大為增加,從而點子頻頻出界,表明在異常波動。控制圖上的控制界限就是區分偶然波動與異常波動的科學界限,休哈特控制圖的實質是區分偶然因素與異常因素兩類因素。
1.控制圖的預防原理
控制圖是如何貫徹預防原則的呢?這可以由以下兩點看出:
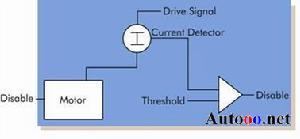 升降系統的控制圖
升降系統的控制圖(2)在現場,更多的情況是控制圖顯示異常,表明異常原因已經發生,這時一定要貫徹“查出異因,採取措施,保證消除,不再出現,納人標準。”否則,控制圖就形同虛設,不如不搞。每貫徹一次(即經過一次這樣的循環)就消除一個異常因素,使它不再出現,從而起到預防的作用。
2.統計過程控制的實質
要精確地獲得總體的具體數值,需要收集總體的每一個樣品的數值。這對於一個無限總體或一個數量很大的有限總體來說往往是不可能的,或者是不必要的。在實際工作中,一般是從總體中隨機地抽取樣本,對總體參數進行統計推斷。樣本中含有總體的各種信息,因此樣本是很寶貴的。但是如果不對樣本進一步提煉、加工、整理,則總體的各種信息仍分散在樣本的每個樣品中。為了充分利用樣本所含的各種信息,常常把樣本加工成它的函式,一般將這個(或若干個)不含未知參數的樣本函式稱為統計量。
過程控制的實質,就是這樣一個統計推斷過程,所依據的統計量的形式應根據計推斷的目的和套用的條件不同而有所不同。從實用和簡化計算的角度來看,往往是利用樣本的平均值和極差R來進行。
值得注意的是,利用樣本的平均值及極差R推斷總體的μ和σ時,由於總體構成的不均勻性以及抽樣誤差的存在,及R的變化同μ及σ的變化並不完全一樣,即使在工序處於穩定狀態下,μ及σ本身並無異常變化,但從工序中抽取樣本的及R也是有所變化的也就是說,及R都是隨機變數,都有其特定的機率分布。它們各自的機率分布與總體分布既有一定的內在聯繫,又與總體分布不完全相同。在過程控制中,雖然通常依據一次抽樣的結果進行一次統計推斷,但由此所得出的結論卻是建立在大量觀測結果所遵循的統計規律的基礎上的,是依樣本統計量的機率分布來描述總體機率分布過程的。
種類
1.計量值控制圖
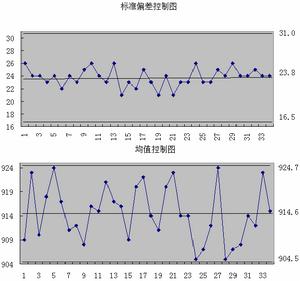
常用的計量值控制圖有:平均值與極差控制圖(-R圖)中位數與極差控制圖(-R圖)等等。其中尤以-R圖用得最多,它對加工工序有很強的控制能力,是控制產品質量最實用有效的一種工具
 控制圖在菸草加工中的套用
控制圖在菸草加工中的套用常用計數值控制圖由:不合格品數控值圖;不合格品率控制圖和單位缺陷控制圖,缺陷控制圖。
3.套用控制圖需要考慮的問題
套用控制圖需要考慮以下一些問題:
(1)控制圖用於何處?原則上講,對於任何過程,凡需要對質量進行控制管理的場合都可以套用控制圖。但這裡還要求:對於所確定的控制對象——質量指標應能夠定量,這樣才能套用計量值控制圖。如果只有定性的描述而不能夠定量,那就只能套用計數值控制圖。所控制的過程必須具有重複性,即具有統計規律。對於只有一次性或少數幾次的過程顯然難於套用控制圖進行控制。
(2)如何選擇控制對象?在使用控制圖時應選擇能代表過程的主要質量指標作為控制對象。一個過程往往具有各種各樣的特性,需要選擇能夠真正代表過程情況的指標。例如,假定某產品在強度方面有問題,就應該選擇強度作為控制對象。在電動機裝配車間,如果對於電動機軸的尺寸要求很高,這就需要把機軸直徑作為我們的控制對象。
(3)怎樣選擇控制圖?選擇控制圖主要考慮下列幾點:首先根據所控制質量指標的數據性質來進行選擇;其次,要確定過程中的異常因素是全部加以控制(全控)還是部分加以控制(選控),若為全控應採用休哈特圖等;若為選控,應採用選控圖。
(4)如何分析控制圖?如果控制圖中點子未出界,同時點子的排列也是隨機的,則認為生產過程處於穩態或控制狀態。如果控制圖中點子出界(或不出界)而點子的排列是非隨機的(也稱為排列有缺陷),則認為生產過程失控。
(5)對於點子出界或違反其他準則的處理。若點子出界或點子的排列是非隨機的,則應立即追查原因並採取措施防止它再出現。
(6)對於過程而言,控制圖起著報警鈴的作用,控制圖點子出界就好比報警鈴響,告訴現在是應該進行查找原因、採取措施、防止再犯的時刻了。一般來說,控制圖只起報警鈴的作用,而不能告訴這種報警究竟是由什麼異常因素造成的。要找出造成異常的原因,除去根據生產和管理方面的技術與經驗來解決外,應該強調指出,套用兩種質量診斷理論和兩種質量多元診斷理論來診斷的方法是十分重要的。
(7)控制圖的重新制定。控制圖是根據穩定狀態下的條件5MIE來制定的。如果上述條件變化,如操作人員更換或通過學習操作水平顯著提高,設備更新,採用新型原材料或其他原材料,改變工藝參數或採用新工藝,環境改變等,這時,控制圖也必須重新加以制定。由於控制圖是科學管理生產過程的重要依據,所以經過相當時間的使用後應重新抽取數據,進行計算,加以檢驗。
相關詞條
管理學知識(二)
| 管理學是系統研究管理活動的基本規律和一般方法的科學。管理學是適應現代社會化大生產的需要產生的,它的目的是:研究在現有的條件下,如何通過合理的組織和配置人、財、物等因素,提高生產力的水平。管理學是一門綜合性的交叉學科。 |
