
簡介
測速輥置於熱連軋生產線飛剪前,主要用於測量板坯的運行速度,使切頭飛剪的速度與板坯同步,屬於軋制輔助備件。目前,廣泛套用於熱連軋生產線上的測速輥中只有一個測量輥,板坯經過時容易傾斜,導致測得的數據不準確,加速了測量輥的磨損,兩端軸承也會因為受力不均而縮短使用壽命,增加成本。為了克服上述結構上的不足,開發研製出一種新型的測速輥來,不僅避免了板坯經過測速輥時易發生傾斜的現象,而且不需要電機驅動。
結構
 測速輥
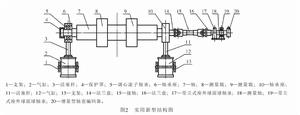
測速輥有關冶金工作者研製開發出一種新型測速輥,該測速輥為氣缸空轉輥式,輥身直徑318.3毫米,輥身長130毫米。該測速輥作為切頭剪自動剪下的輔助備件,位於切頭剪前面,由測量輥、傾翻桿、支架和其他部件構成;軸承採用集中乾油潤滑;左右2個氣缸安裝在支架上,氣缸中安裝有活塞桿,活塞桿上部與測速輥軸承座下部連線,軸承座內安裝有調心滾子軸承,調心滾子軸承中的軸中間安裝有測量輥,測量軸安裝在2個帶立式座外球面的球軸承內,測量軸右端安裝有增量型軸套編碼器。氣動機構不工作時,測速輥上面標高低於輥道面60毫米;氣動機構工作時,氣缸動作,將測速輥抬起,高於輥道面60毫米,與鋼坯接觸以測量鋼坯速度。鋼板經過前金屬檢測器,發出信號,測速輥升起;鋼板經過後金屬檢測器,發出信號,則測速輥落下。鋼板到來之前,測速輥不允許升起,信號未反饋到飛剪前,測速輥不允許落下。
工作方式
 測速輥
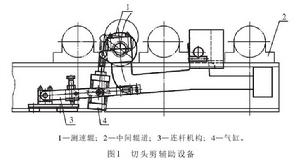
測速輥測速輥的升起、下降由設定於其前後的熱金屬檢測器發出的信號進行控制,升起後由於頂起帶鋼形成包角,由帶鋼帶動它旋轉,並將速度信號反饋給飛剪的控制系統,以決定飛剪的啟動時間和剪下速度,使之切下的頭(尾)部尺寸達到設定的長度。輥子直徑的設定數值是為了保證旋轉編碼器旋轉一周對應鋼坯運動1米的距離。
輥子升降動作由布置於輥道兩側的氣缸完成,在下降位置設一個限位開關來反饋輥子的狀態。為了保證升降動作的快速穩定,在氣動閥台上設定了一個壓力罐。測速輥由氣缸控制上下移動。輥子不工作時,測量輥上表面低於熱連軋生產線輥道上表面。輥子工作時,氣缸動作,將測速輥抬起,測量輥上表面高於輥道上表面,與板坯接觸後頂起板坯形成包角,由板坯帶動其旋轉以測量板坯速度,安裝有測量輥的軸右端通過測量軸與增量型軸套編碼器相連,將速度信號反饋給飛剪的控制系統,決定飛剪的啟動時間和剪下速度使之切下的頭(尾)部尺寸達到設定的長度。
新型測速輥能準確測出板坯的運行速度,使切頭飛剪的速度與板坯同步,減少測量輥的磨損,延長兩端軸承的使用壽命,降低備件成本,提高出材率。該新型測速輥經過實際套用,運轉情況良好。
