
對稱度的定義
對稱度控制一個尺寸特徵與另兩個特徵或一個尺寸特徵均勻對中(等距),比如要求一個特徵處於一個零件寬度上的中點。 對稱度是對受控特徵上相對點元素的中心點的控制,如中心面和中心線。理想受控特徵上所有的中點必須落在這個零件的中心面(或中心線)上。 對稱度的公差帶是兩個相距規定公差值的平行面或平行線,等邊分布於參考的基準面兩側。這些面特徵的中間點雲是由特徵面上的相對點產生的,必須位於公差帶內。對稱度只套用尺寸不相關原則。對稱度公差可以使用FIM輸出讀數判斷。
對稱度通常被認為可以被位置度取代,因為位置度也可以定義矩形特徵(如槽、凸緣等)的對中性,並且位置度可以套用MMC、LMC或RFS修正(對稱度只能被RFS修正),所以使用位置度定義特徵能夠使對稱約束同時滿足裝配約束。
所以,對稱度控制曾一度取消。但在1994年,ANSI Y15.5委員會重新引入這個功能符號。這主要是考慮到,同心度也約束了特徵尺寸的對中,並且同心度的概念和對稱度相同,它們只是在控制特徵的外形上有差別。同心度控制圓形特徵,而對稱度控制平行平面特徵,但位置度可以實現同心度和對稱度的控制。更需要注意的是,對稱度和同心度都要求使用RFS原則,但位置度沒有這樣的限制,位置度可以被RFS、MMC或LMC修正。所以曾經在一個短暫的時期,同心度和對稱度都被位置度取代過。
但是人們後來發現,對稱度和同心度的概念與位置度的概念還是有差異的。位置度是控制一個匹配特徵的軸線或中心面。例如,位置度控制一個孔的最大內切圓柱面的軸線(可以想像為插入這個孔的最大檢具銷)和一個軸的最小外切圓柱面的軸線位置。位置度所關心的是這個最大內切圓柱面的軸線或最小外切圓柱面的軸線是否在位置度公差範圍內。
對稱度的套用
如圖1所示,在尺寸範圍內和RFS條件下,所有受控面的相對點的中點必須位於一個相距0.5mm的平行面包容的公差帶內。組成公差帶的兩個平行面等邊分布於基準面A的兩側,對稱度只能套用於RFS條件。這意味著模擬中心基準面A時,應取基準特徵A的最小包容面。
對稱度的要素如下:
1)對稱度控制通常出於裝飾或外觀的目的,並非為了功能用途。
2)對稱度的功能是將受控特徵均勻分布在參考基準兩側,滿足對稱度約束的零件可能會不能完成裝配。
3)對稱度需要參考至少一個基準。
4)對稱度只能套用不相關原則(RFS),不能被MMC或LMC修正。
5)因為只能被RFS修正,所以對稱度不能套用屬性檢具。
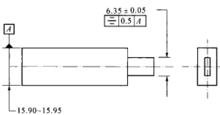 圖1(a)對稱度的定義及公差帶
圖1(a)對稱度的定義及公差帶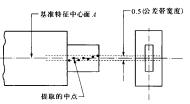 圖1(b)對稱度的定義及公差帶
圖1(b)對稱度的定義及公差帶同心度關注的不是裝配問題,而是控制特徵面的180°位置上相對點的中點點雲位置。
由於同心度的概念和對稱度相同(定義相對面上點的對中性),且這兩個控制同位置度有本質的區別,位置度定義受控特徵的理想配合特徵的軸線或中心面。所以這三個定位控制都應該保留。因為這些控制差別,所以被取消套用12年後,在1994年的ANSI Y14.5重新引入了同心度控制。
如果要設計一個這個槽特徵的匹配特徵,就需要使用位置度來定義這個槽形特徵。位置度允許使用MMC、LMC或RFS來修正,默認情況下是RFS修正。
對稱度的測量
必須保證基準特徵面B的平行度滿足要求,才能保證後續測量的精確性。首先要將零件的特徵面A靠緊角板,滿足主定位設定要求,然後將零件的一個與基準面B平行的面與測量台面接觸,使用高度千分尺記錄下足夠多的點。再將零件翻轉1800,保持A面靠緊角板,與基準面B平行的另一個面接觸測量台面,同樣使用高度千分尺記錄下上次測量的所有點的相對點的高度值。比較兩組讀數,然後可以分析是否滿足規定的對稱度要求。另一種比較好的設定方式是將與基準面日平行的兩個面放在兩個平行板之間,兩個平行板與該兩個面的高點接觸,即平行板之間的間距最小,然後求得基準特徵的基準中心面。
