簡介
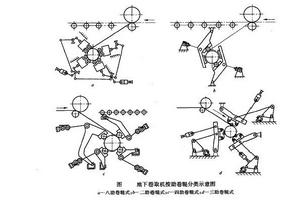 圖 1
圖 1助卷輥的布置十分重要,卷取機按助卷輥數量可分為:八 輥式、四輥式、二輥式、三輥式幾種,如圖1所示。助卷輥數量多,卷附性能好,但結構複雜故障多,輥縫調整困難。主要採用的是三輥式卷取機,厚帶材卷取採用四輥卷取機。我國採取的卷取機基本上為三輥式卷取機。
工作過程
 圖 2
圖 2在卷取過程中,層疊的帶材通過助卷輥輥縫時會造成強烈的沖 擊,如圖2所示,因此助卷輥往往是卷取機的薄弱環節。助卷輥直徑一般取300~400mm,採用空心輥可減少質量及動力控制特性,但強度有所減弱;而實心輥增加其慣性質量,對衝擊更為敏感。各助卷輥均由一台直流電機單獨驅動,而傳動軸多為十字軸或球籠連線軸。各助卷輥之間由彎曲導板銜接,彎曲導板半徑略大於捲筒半徑且呈偏心布置,使各彎曲導板與捲筒之間形成一楔形通道,使帶材順利卷上輥筒。
助卷輥沿徑向張開和合攏是由單獨氣缸驅動的。助卷輥與卷簡間的輥縫值的大小選取不合適會引起助卷輥跳動,同樣也卷得不緊,甚至打滑。一般是根據帶材厚度、材質及助卷輥的壓力來確定輥縫值的大小,取值比帶材厚度小(0.5~1 mm);其縫隙調整機構有螺旋千斤頂式和偏心軸式,前者較後者效果好。
控制系統
熱軋卷取機採用液壓或氣液開閉控制系統。圖3為液壓缸開閉控制的助卷輥布置方式。液壓助卷輥輥縫設定採用高回響特性的液壓伺服系統,可以實現位置、壓力兩種控制方式,因而取消了緩衝彈簧和機械輥縫調整裝置,實現助卷輥的跳躍控制,自動跳躍控制的構成如圖4所示。雷射探測器和助卷輥上的加速度計可探測帶材頭部的位置;卷簡和夾送輥的測速計可測定卷取速度。這些信息經計算機處理後,由計算機通過伺服系統控制助卷輥開閉液壓缸,層疊的帶頭即將通過助卷輥時,助卷輥瞬時“跳起”,讓過帶頭。液壓助卷輥可有效地消除衝擊,同時也使卷取中的頭部壓痕、劃傷、松卷、塔形等現象大為減少。
作用
助卷輥的作用是:準確地將帶材頭部送到捲筒周圍;以適當壓緊力將帶材壓在捲筒上,增加卷緊度;對帶材施加彎曲加工,使其變成容易卷取的形狀;壓尾部防止帶材尾部上翹和松卷。
表面硬化處理
助卷輥工作條件惡劣,在高溫、高壓、高速並且在衝擊負荷下工作。因此,要求助卷輥要有高硬度耐磨、耐高溫性能。對助卷輥採用表面硬化處理非常廣泛,即在一般輥子表面堆焊或噴塗一層耐磨、耐熱且硬度高的合金,滿足助卷輥的性能要求。這種助卷輥磨損後還可以進行再處理。
