
JB/T 6966-1993
主題內容與適用範圍
本標準規定了釺縫外觀質量的評定方法。
本標準適用於硬釺焊釺縫外觀質量的檢驗和評定。
引用標準
GB 5616 常規無損探傷套用導則。
GBJ 94 球形儲罐施工及驗收規範。
ZB H04 005 滲透探傷方法。
相關術語
1、釺縫
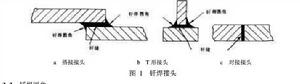
釺焊接頭中由液態金屬凝固形成的結合區域(見圖 1)稱為釺縫。在搭接接頭或T形接頭中,釺縫通常包括釺焊圓角。
 判定釺
判定釺2、釺焊圓角
在對搭接接頭和T形接頭(見圖1a、1b)釺焊時,釺料從間隙溢出釺縫之外形成的圓弧形的填角部分,它是釺縫的一部分。
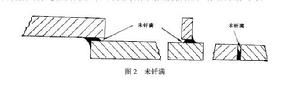
3、未釺滿
由於熔融釺料過度流失或其量不足而未能填滿釺縫間隙所形成的一種釺焊缺陷,見圖。
 判定釺
判定釺一般要求
1、檢驗部位
所有裸露的釺縫表面均需進行外觀質量檢驗。
2、表面清理
檢驗釺縫外觀質量前,應徹底清除待查釺縫處的油污、氧化物、阻流劑和釺劑殘渣等外來夾雜物。
3、檢驗人員
檢驗人員應經培訓,應能對釺縫外觀缺陷程度作出正確的判斷。
釺縫外觀質量評定
1、釺縫外觀質量主要採用目視(包括用10倍以下放大鏡)檢驗方法評定。必要時 ,可用著色檢驗方法和密封性檢驗方法。
2、將釺縫外觀質量分為 Ⅰ、Ⅱ、Ⅲ 級。
(1)Ⅰ級釺縫
適用於承受大的靜載荷、動載荷或交變載荷,或對釺縫氣密性、外觀裝飾性要求高的釺焊件。釺縫表面連續緻密、焊角光滑均勻,呈明顯的凹下圓弧過渡。表面不允許存在裂紋、針孔 、氣孔、疏鬆、節瘤和腐蝕斑點等。釺料對基體金屬無可見的凹陷性溶蝕。
(2)Ⅱ級釺縫
適用於承受中等靜載荷、動載荷或交變載荷,或對釺縫氣密性、外觀裝飾性有一定要求的釺焊件。釺縫無未釺滿,焊角連續,但均勻性較差。釺縫表面有少量、輕微的分散性氣孔、疏鬆和腐蝕斑點,但不允許有裂紋和針孔。釺料對基體金屬有可見的凹陷性溶蝕,但其深度不超過基體金屬厚度的 5%10%,對此應根據釺焊構件在該處的厚度及其工況條件確定。
(3)Ⅲ級釺縫
適用於承受靜載荷較小,或對釺縫氣密性、外觀裝飾性要求不高的釺焊件。釺縫成形較差, 釺縫不連續、不光滑均勻、局部有未釺滿和氣孔、較密集的疏鬆,但不允許有裂紋、穿透性氣孔、針孔。允許釺料對基體金屬有明顯的凹陷性溶蝕,但其深度不大於該處基體金屬厚度的10%~20%,應根據構件的工況條件確定。
3、 釺焊件缺陷處理
釺縫表面存在裂紋、貫穿性氣孔、針孔,以及不符合產品圖樣規定的氣孔、縮松、溶蝕、未釺滿和表面粗糙度,應按產品圖樣要求進行補釺或作報廢處理。補釺次數應根據基體金屬類別和構件工況條件確定。
釺縫外觀質量檢驗方法
1、目視檢查法
(1)用肉眼觀察檢查。適用於明顯的可見的巨觀缺陷。
(2)放大鏡檢查。採用不超過10倍的放大鏡進行檢查,適用於肉眼較難分辨的表面缺陷,如微小的裂紋、氣孔和溶蝕等。
(3)反光鏡檢查。適用於深孔、盲孔等不能直接目視的場合(見圖3)。必要時可採用3~10倍放大鏡進行目視觀察。
(4)內窺鏡檢查。主要用於彎曲或遮擋部位表面釺縫的檢查(見圖4)。必要時可採用3~10倍放大鏡進行觀察。目視檢查可查明釺縫的外形、表面裂紋、氣孔、縮松、未釺滿、溶蝕、節瘤、針孔、釺縫表面粗糙度和腐蝕斑點等巨觀缺陷。
2、滲透檢查法
適用於Ⅰ、Ⅱ級釺縫外觀檢查,用以判定釺縫表面有無微小的肉眼較難分辨的裂紋、氣孔和針孔等缺陷。可按GB 5616 和ZB H04 005 中有關規定進行檢驗。小工件一般採用螢光檢驗,大工件通常用著色探傷來檢查。
3、密封性檢查
容器釺縫表面若不宜用目視或滲透法檢驗,可按GBJ 94 中有關規定進行密封性檢查 ,找出缺陷部位。
(1)封閉組合件的所有開口,然後給釺焊容器內腔充氣(充氣壓力按產品圖樣規定),隨即將其放入水中,等1~2 min後,觀察外部釺縫處有無氣泡產生。
(2)封閉組合件的所有開口,給釺焊容器內腔充氣(充氣壓力按產品圖樣規定) ,並在釺縫外表面塗肥皂水溶液,觀察有無氣泡出現。
(3)在釺縫外表面塗白堊粉,隨後向釺焊容器內注煤油,等5~10min 後,觀察白堊粉的變色情況。若在塗白堊粉的一面上出現油痕,則該處被判定為缺陷區。密封性檢查若發現釺縫處有滲漏,必須進行補釺,補釺次數和報廢處理應按產品圖樣規定進行。
(4)檢查結果記錄
記錄檢查結果,在記錄紙上必須註明缺陷的類型、位置、大小、數量和評定級別。
